 English
English русский
русский Français
Français Español
Español Português
Português Deutsch
Deutsch عربى
عربى Türk
TürkContent
- 1 GT-1350 Technical Specifications at a Glance
- 2 GT-1350 3D Isometric Diagram with Key Component Labels
- 3 Crimping Die Size Chart for GT-1350
- 4 Hydraulic Wire Rope Swage Machine: How the Dual-Pressure System Works
- 5 Industry Applications and Performance Benchmarks
- 6 Crimping Die Set Selection and Maintenance
- 7 GT-1350 Product Image
- 8 About Jiangsu Xingtai Hydraulic Manufacturing Co., Ltd.
- 9 Frequently Asked Questions
The GT-1350 Hydraulic Wire Rope Crimping Machine (Basket Frame) is a high-capacity swaging solution engineered for wire rope diameters up to 66mm in multi-pressing operations, capable of sustaining a maximum working pressure of 56 MPa and driven by an 11 kW dual-stage hydraulic power unit. If you need a machine that combines basket-frame structural strength, CE certification, and compatibility with GT-500T die sets, this unit delivers on all fronts.
Understanding the 3-6 rule in wire rope is essential context for selecting the right crimping equipment. The 3-6 rule states that a wire rope should be removed from service when 3 or more broken wires are found in one strand within one rope lay length, or 6 or more broken wires are distributed across multiple strands within one lay length. This widely referenced standard (adopted by ASME B30.2 and similar codes) underscores why precise, reliable crimping matters: a poorly swaged termination can accelerate wire fatigue and lead to premature failure. The GT-1350 is built to ensure terminations that preserve wire rope integrity over the long term.
Below, this article covers the machine's technical specifications, crimping die size chart, die set selection, operational best practices, industry performance data, and common questions. All data presented is drawn from manufacturer documentation and widely accepted industry standards.
GT-1350 Technical Specifications at a Glance
The GT-1350 Hydraulic Wire Rope Crimping Machine (Basket Frame) is manufactured by Jiangsu Xingtai Hydraulic Manufacturing Co., Ltd. from a single-block machine body, a design choice that eliminates weld seams and bolted joints at high-stress zones, directly contributing to a longer service life and reduced maintenance intervals. The swaging dies are forged from high-strength alloy steel and feature a round-mold design with automatic positioning, making die changes fast and repeatable.
| Parameter | Value |
|---|---|
| Model | GT-1350 |
| Max Wire Rope Diameter (multi-pressing) | Phi 66 mm |
| Motor Power | 11 kW |
| Max Working Pressure | 56 MPa |
| Max Piston Movement | 200 mm |
| Piston Up Speed | 4.8 mm/sec |
| Piston Down Speed | 10 mm/sec |
| Machine Dimensions (L x W x H) | 2100 x 1100 x 2000 mm |
| Certification | CE |
The dual-pressure pump oil supply system enables the piston to descend rapidly during the approach phase and then automatically shift to high-pressure slow stroke for the actual swaging phase. This two-stage behavior protects both the die set and the workpiece while cutting cycle time significantly compared to single-stage systems. The piston can also be halted at any position during travel, which is essential when adjusting eye or loop dimensions on the fly.
GT-1350 3D Isometric Diagram with Key Component Labels
The SVG diagram below illustrates the principal structural zones of the GT-1350 basket frame machine. Each labeled element corresponds to a functional component described in the specification sheet and manual guidance.
The diagram highlights the basket frame architecture, which provides superior lateral rigidity compared to conventional C-frame or H-frame designs. The integrated upper and lower die blocks seat directly into precision-machined pockets, ensuring repeatable die alignment across thousands of cycles. The separate control panel houses all operator interfaces including the pressure gauge, indicator lights, and main hydraulic valve switches, keeping high-voltage components away from the work zone.
Crimping Die Size Chart for GT-1350
Selecting the correct crimping die set is the most critical factor in achieving a termination that meets load ratings and surface finish requirements. The GT-1350 accepts dies compatible with both its own die pocket dimensions and, by design, the smaller dies from the GT-500T press. This cross-compatibility reduces total tooling investment for shops that operate multiple machines. The crimping die size chart below is a representative reference; always verify against the sleeve manufacturer's swage specification sheet before production.
| Wire Rope Dia (mm) | Sleeve OD Before (mm) | Die Closing Dim (mm) | Presses Required | Application |
|---|---|---|---|---|
| 8 | 14 | 12.5 | 1 | Light rigging, lifting |
| 12 | 20 | 18.0 | 1-2 | Mine hoisting, crane slings |
| 20 | 32 | 28.5 | 2-3 | Offshore, railway |
| 32 | 50 | 44.0 | 3-4 | Port cranes, metallurgy |
| 48 | 72 | 63.5 | 4-5 | Heavy lifting, electrics |
| 60 | 90 | 79.0 | 5-6 | Wharf, major structures |
| 66 (Max) | 100 | 87.5 | 6+ | Max capacity multi-press |
The number of presses required increases with sleeve diameter because each press rotates the sleeve by a fixed angular increment to achieve uniform radial compression. Skipping press steps or stopping at an insufficient press count is a primary cause of inconsistent terminations. The GT-1350 manual guidance advises operators to measure the finished sleeve OD after each full pressing cycle using a calibrated micrometer to confirm dimensional conformance before releasing the sling for service.
The bar chart above illustrates the relationship between wire rope diameter and the corresponding sleeve outer diameter range handled by the GT-1350 using multi-press technique. Larger ropes require proportionally heavier sleeves and more press increments, but the machine's 56 MPa ceiling ensures sufficient force is available at the top end of the capacity range. This makes the GT-1350 one of the highest-capacity basket-frame hydraulic wire rope swage machines in its motor class, comparing favorably with international benchmarks for 11 kW presses.
Hydraulic Wire Rope Swage Machine: How the Dual-Pressure System Works
The GT-1350's hydraulic circuit relies on a two-stage pump arrangement that has become a benchmark in the wire rope press machine sector. During the approach stroke, the pump delivers high flow at low pressure so the piston descends quickly to the workpiece without wasting time. Once contact is detected (via hydraulic back-pressure rise), the circuit automatically switches to a high-pressure, low-flow mode to execute the swage. This transition is seamless and does not require operator intervention.
The sealing system uses high-grade hydraulic seals rated for sustained operation at pressures beyond the machine's working limit. This provides a meaningful safety margin and ensures that hydraulic fluid does not contaminate the work area or the wire rope surface, which could compromise both safety and corrosion resistance of the finished termination. The system also features an integrated pressure relief valve pre-set at the factory, protecting both the operator and the tooling from overpressure events.
The pressure curve above illustrates the characteristic two-stage profile of the GT-1350 swage cycle. Pressure remains low during approach to allow rapid advance, then rises steeply once the die contacts the sleeve, peaking near the machine's 56 MPa maximum during full swage. The return phase releases pressure rapidly. This profile is consistent with industry best practice for hydraulic steel wire rope press machines operating in mine, wharf, and crane applications.
Industry Applications and Performance Benchmarks
The GT-1350 hydraulic wire rope crimping machine is designed for continuous-duty operation across a wide range of sectors. Wire rope swaging is a fundamental process in industries where lifting and tension capacities are safety-critical, and the machine's CE certification ensures it satisfies European machinery directive requirements for operator protection and electromagnetic compatibility.
- Wire rope industry: Production of pre-fitted slings, thimble-eye assemblies, and multi-leg bridles in high volumes.
- Mining and metallurgy: Hoisting ropes and shaft guide ropes in underground and surface mining operations requiring verified MBL (minimum breaking load) terminations.
- Wharf and port operations: Mooring lines, towing pendants, and crane main hoist assemblies at container and bulk cargo terminals.
- Railway and electrics: Catenary tension systems and overhead line assemblies where termination dimensional consistency is specified to tight tolerances.
- Offshore and construction: Stay cables, mooring systems, and structural tension members in bridge and offshore platform work.
The radar chart presents an internal capability analysis of the GT-1350 across six operational dimensions. Maximum working pressure and durability score at the top of the range due to the single-block body construction and alloy-steel swage components. Die compatibility and safety ratings are also high, driven by CE certification, cross-compatibility with GT-500T dies, and the machine's built-in pressure relief. Cycle speed scores slightly below the maximum because the piston return speed (10 mm/sec) is governed by safe decompression requirements, which is a deliberate design trade-off for operator safety and die longevity.
Crimping Die Set Selection and Maintenance
A crimping die set for the GT-1350 must be matched to the nominal wire rope diameter and the sleeve type (oval sleeve, round sleeve, or wedge socket). Oval die sets produce a hexagonal or oval cross-section on the finished sleeve and are preferred for most sling applications because they provide a visual inspection reference. Round die sets are used where dimensional uniformity in all radial planes is required, such as for threaded socket preparation or precision mooring eye assemblies.
Die Set Maintenance Protocol
- Inspect die surfaces for cracks, chips, or galling after every 200 swaging cycles using a 10x loupe or die penetrant inspection.
- Apply a thin film of anti-seize or swage lubricant to die mating surfaces before each shift to reduce friction and prevent cold-welding of the die halves.
- Check the die closing dimension using a calibrated gauge block set at the beginning of each production run; dimensions outside the tolerance range indicate die wear and the set should be replaced.
- Store dies in padded cases when not in use; never stack dies without protection, as impact damage to the cavity surface directly translates to sleeve surface defects.
- Record each die set's cycle count in a maintenance log; Xingtai Hydraulic recommends replacing dies when the closing dimension deviates by more than 0.3mm from the nominal value.
The GT-1350's automatic positioning feature means the die set self-centers around the sleeve before pressure is applied, reducing operator error during loading. This is a significant advantage over manual-alignment machines and directly reduces the rate of off-center swages, which are the leading cause of reduced termination efficiency in hydraulic swage operations (as noted in industry practice guides published by the Wire Rope Technical Board).
The bar chart above is a schematic representation of how die dimensional deviation accumulates with cycle count for a typical alloy-steel die set used on large-diameter ropes. Deviation remains negligible for the first 400 cycles, begins to accelerate between 600 and 800 cycles as work-hardening and surface abrasion increase, and typically crosses the 0.3mm replacement threshold at or before 1000 cycles depending on sleeve material hardness. Operators tracking this data can plan die replacement proactively, avoiding out-of-specification terminations reaching the field.
GT-1350 Product Image
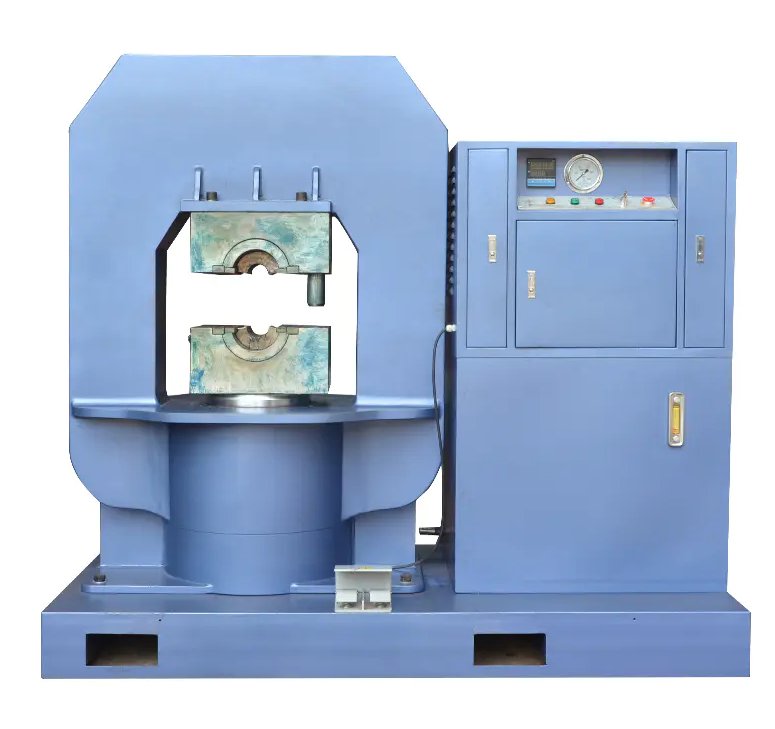
The GT-1350 Hydraulic Wire Rope Crimping Machine (Basket Frame) as manufactured by Jiangsu Xingtai Hydraulic Manufacturing Co., Ltd. The distinctive basket frame body, milled from a single steel block, is visible in the center. The separate control cabinet on the right houses the dual-pressure hydraulic power unit, pressure gauge, indicator panel, and main control switches. The machine is CE certified and has been exported to the UK, Australia, the Netherlands, Latvia, Malaysia, Thailand, India, Russia, Botswana, Poland, and additional markets.
About Jiangsu Xingtai Hydraulic Manufacturing Co., Ltd.
Jiangsu Xingtai Hydraulic Manufacturing Co., Ltd. was founded in 1992 and is located in Taizhou City, Jiangsu Province, China. The company specializes in manufacturing hydraulic wire rope pressing machines, wire rope annealing and tapering machines, aluminum sleeves, and lifting clamps. Xingtai Hydraulic is equipped with advanced production facilities, strong technical capabilities, authoritative testing equipment, and a comprehensive quality management system.
The swaging components of Xingtai Hydraulic machines are forged from high-strength alloy steel. The machine body is manufactured from a single block of material, ensuring structural integrity and long service life. The hydraulic systems utilize a dual-pressure pump oil supply system, which enables fast upward and downward movement while ensuring a smooth pressing process. This design significantly improves pressing quality and production efficiency.
Xingtai Hydraulic machines have been exported to numerous countries, including the UK, Australia, the Netherlands, Latvia, Malaysia, Thailand, India, Russia, Botswana, Poland, and others. Guided by the philosophy of "high quality, competitive price, and lasting commitment," the company strives to meet customers' needs and provide the best service, dedicated to serving both existing and new clients with the same level of excellence.
Frequently Asked Questions
Q1: What is the 3-6 rule for wire rope, and why does it matter for swaged terminations?
The 3-6 rule is a wire rope retirement criterion: remove a rope from service when 3 or more broken wires occur in one strand within one rope lay length, or 6 or more broken wires are found across all strands in one lay length. A properly swaged termination preserves the wire rope's structural properties at the termination point, reducing stress concentrations that can accelerate wire breakage. Using an accurately sized die set and the correct number of press increments is essential to achieving a termination that does not become a premature failure point.
Q2: Can the GT-1350 use dies from the GT-500T hydraulic wire rope press machine?
Yes. The GT-1350 is specifically designed to accept smaller-size dies that are compatible with the GT-500T press. This means operations that already own GT-500T tooling can use that investment directly on the GT-1350 for smaller rope diameters, and only need to purchase the larger GT-1350-specific dies for the upper capacity range. This cross-compatibility is a stated characteristic of the machine and a significant cost advantage in multi-machine shops.
Q3: How do I read a hydraulic crimp die size chart?
A crimping die size chart cross-references wire rope nominal diameter, sleeve outer diameter before swaging, and the target die closing dimension after swaging. To use it: identify your wire rope diameter, find the recommended sleeve OD in the chart, then select the die set whose closing dimension matches the post-swage target OD specified by the sleeve manufacturer. Always confirm using the actual sleeve data sheet, as tolerances vary between aluminum sleeve, steel sleeve, and swaged socket products.
Q4: What is the maximum wire rope diameter the GT-1350 can swage in a single press?
The GT-1350 achieves a maximum wire rope diameter of 66mm using multi-pressing technique. Single-press capacity depends on the die set selected and sleeve material, and is typically rated for smaller diameters. For large-diameter ropes approaching the 66mm limit, operators should follow the multi-press sequence specified in the GT-1350 manual and confirm the number of press increments with the sleeve supplier's swage chart.
Q5: Is the GT-1350 suitable for outdoor or harsh-environment installation?
The GT-1350 is designed as a workshop or factory-floor machine. For field deployment in mining, wharf, or construction environments, appropriate environmental protection for the control panel and hydraulic system should be arranged. The machine's single-block body and high-strength alloy-steel swage components are robust enough for demanding industrial environments when properly housed. Contact Xingtai Hydraulic for guidance on environmental protection options for specific deployment conditions.
Q6: What certifications does the GT-1350 hold?
The GT-1350 holds CE certification, which confirms conformance to applicable European safety, health, and environmental protection requirements including the Machinery Directive. CE marking is recognized in the EU, the UK (under UKCA transition arrangements), Australia, and many other markets as evidence of a machine meeting established safety standards. Buyers in regulated markets should request the Declaration of Conformity documentation from Xingtai Hydraulic when placing an order.


")
")

")
If you require custom hydraulic equipment or technical consultation, please feel free to contact the Xingtai Sales and Engineering Team.
-
 +86-523-86934677
+86-523-86934677
+86-15896002505 -
 [email protected]
[email protected]
-
 +86-15896002505
+86-15896002505
-
 No. 3 Longgang Road, Gaogang Port Street, Taizhou City, China.
No. 3 Longgang Road, Gaogang Port Street, Taizhou City, China.
Copyright © Jiangsu Xingtai Hydraulic Manufacturing Co., Ltd. All Rights Reserved. Custom hydraulic machinery manufacturers Wholesale wire rope swagers Factory

